|
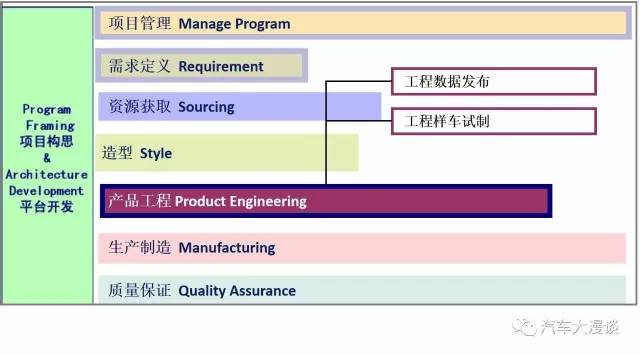
整车开发流程是界定一辆汽车从概念设计经过产品设计、工程设计到制造,欧博官网最后转化为商品的整个过程中各业务部门责任和活动的描述。整车产品开发流程也是构建汽车研发体系的核心,直接体现研发模式的思想;然而具体的研发项目操作时,国内厂家经常需要花大量时间和资源构架研发计划,项目执行过程中计划更改频繁,造成管理上有难度。而国际汽车厂商在国内的合资企业,研发流程已有成熟模板,在成本进度方面估算比较准确,项目执行后期容易控制,项目风险也相对较低。 一、开发流程框架
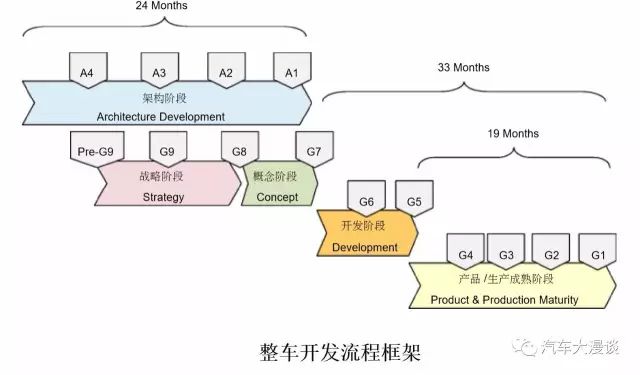
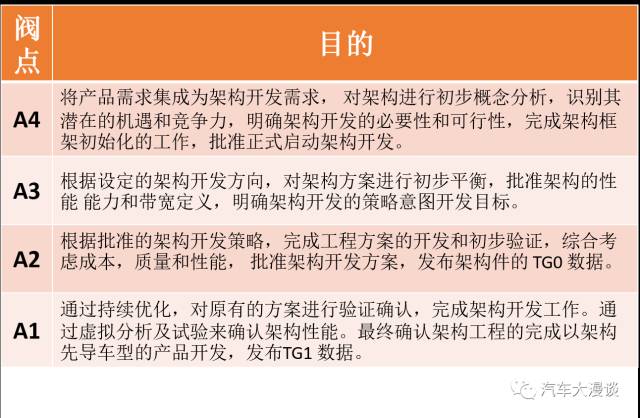
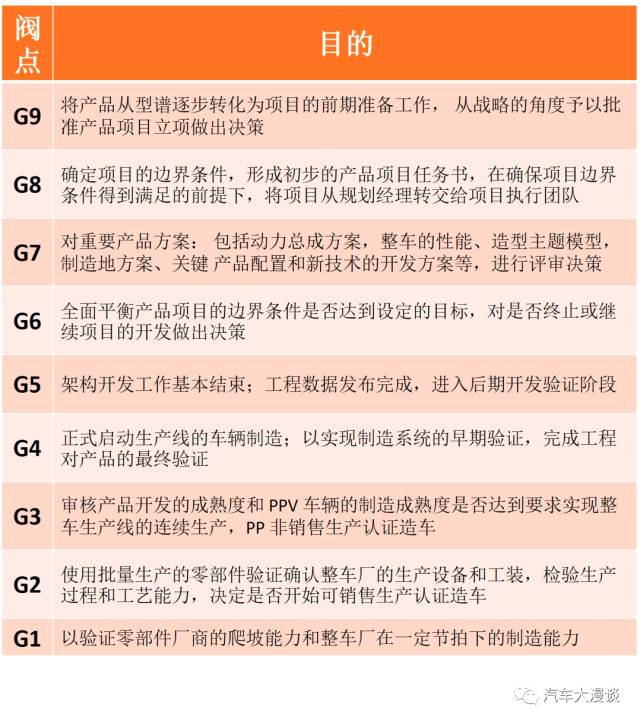
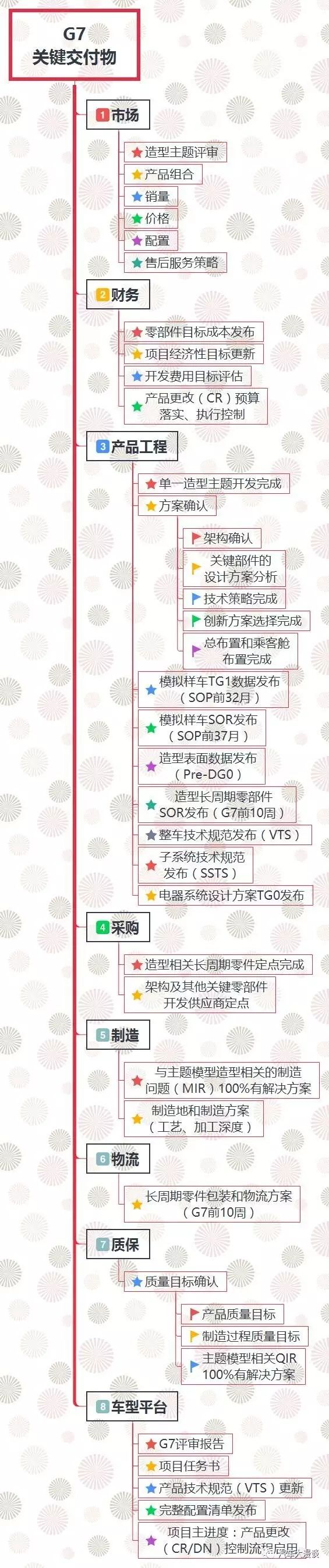
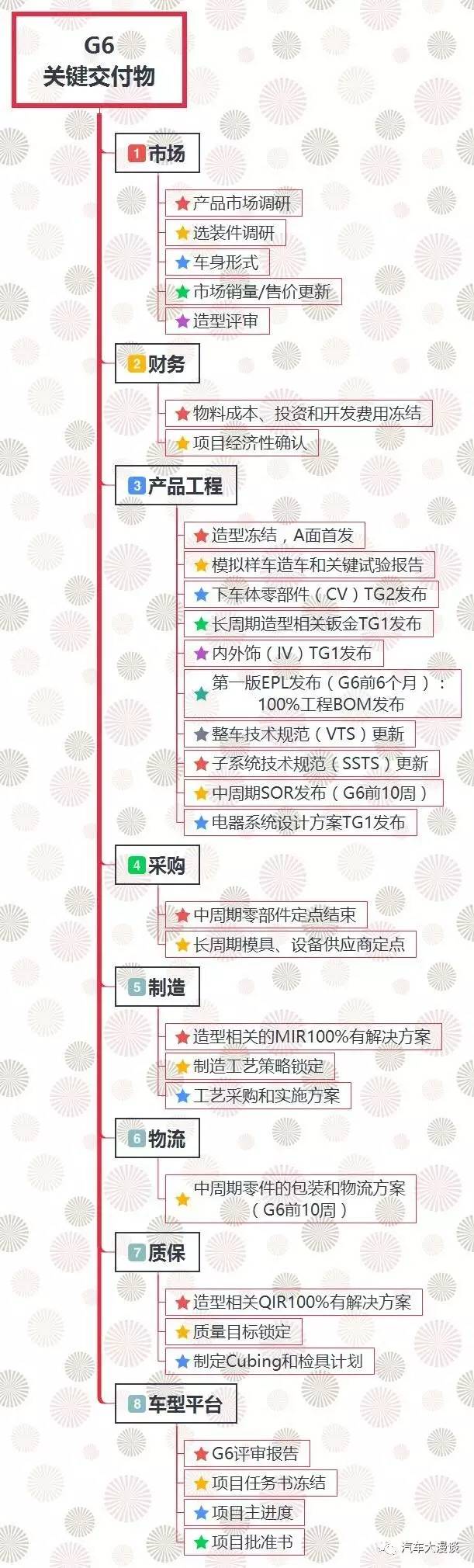
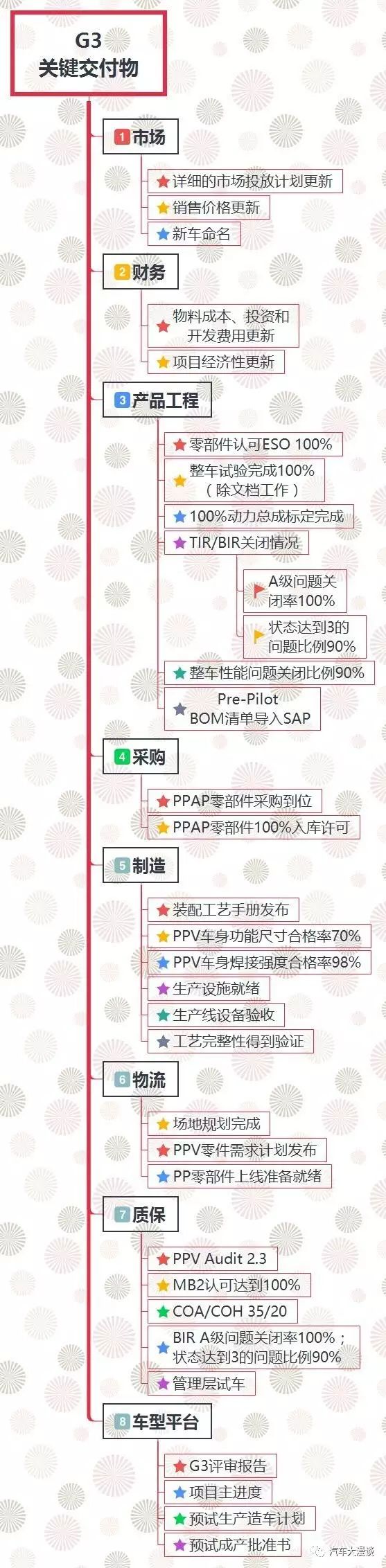
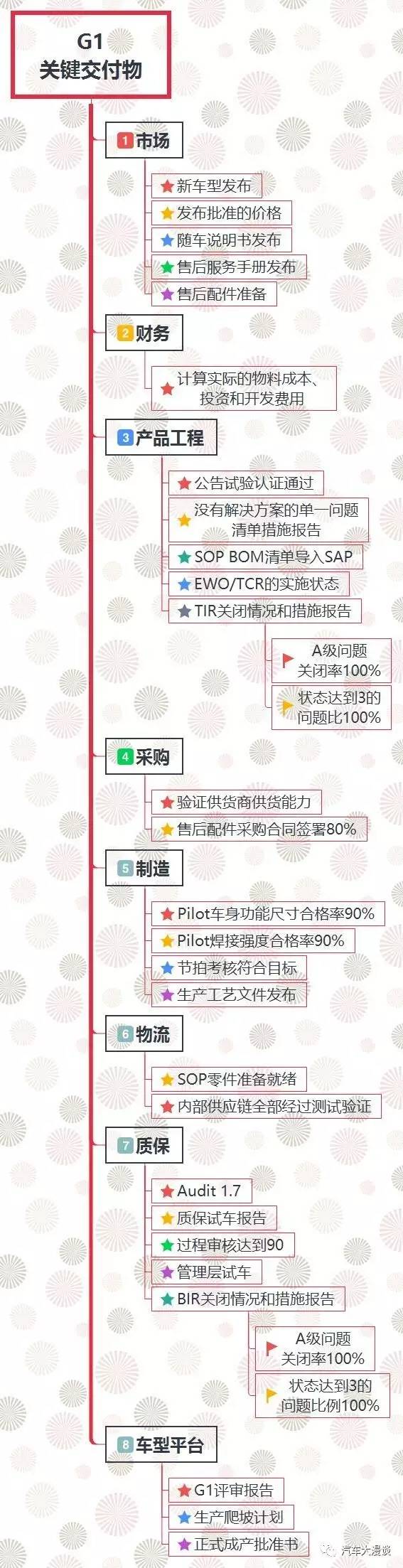
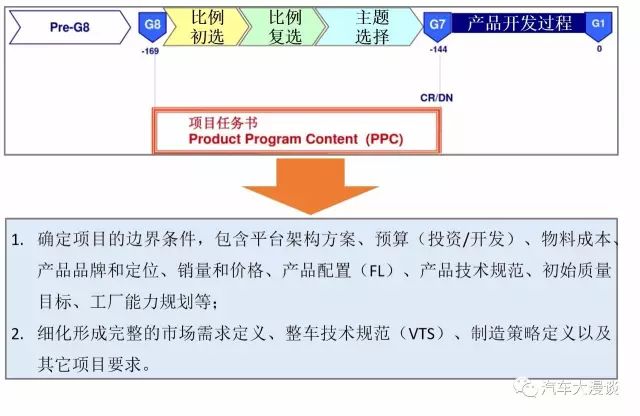
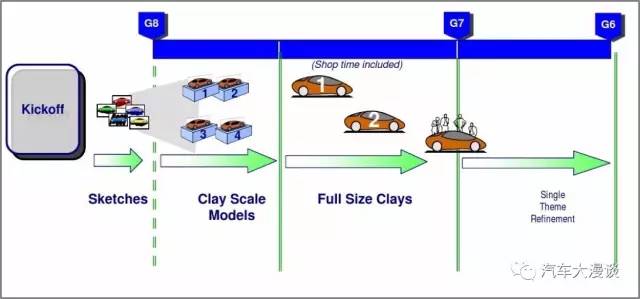
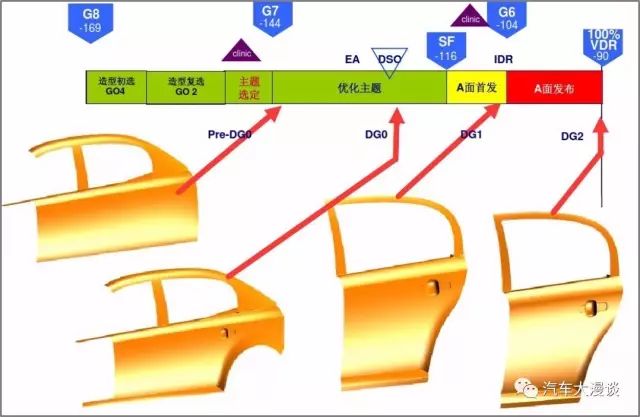
1、架构阶段 架构阶段:架构开发是整车开发( GVDP )过程中的先导过程。全新架构开发过程约为 18 个月,由 4 个里程碑组成,架构开发启动( A4)、架构策略意图确定( A3)、架构方案批准( A2 )和架构开发完成(A1)。 A4 之前主要识别初始的架构目标, A4-A3 定义架构的性能和带宽,从架构策略意图确定( A3)开始与架构主导的整车项目开发并行开展。 A3-A2 确定架构方案, A2-A1 完成架构开发。 架构策略批准(A3)之后启动整车项目战略立项(G9)、架构方案批准(A2)之后启动项目启动(G8)、架构开发完成( A1)之后启动整车方案批准( G7)。 2、战略阶段 产品战略阶段是产品型谱向产品项目的转化阶段,在这个阶段,需要完成公司对原有产品型谱和未来产品战略的再平衡,决定是否启动产品项目的开发工作。这一阶段的工作重点是更为深入地分析产品在产品型谱中的定位。产品项目需要达到的边界条件,比如销量、投资、成本、产品特征、开发周期、赢利能力等。产品战略阶段从 G10 至 G8,约为 9 个月,分别为战略准备 G10 、战略立项 G9 和项目启动 G8。业务规划项目管理部业务规划科( BPD )牵头各业务部门为产品项目的批准进行战略准备,欧博包括市场的调研,产品定位、竞争对手的分析及各部门策略研究等。 3、概念阶段 概念阶段是在产品战略明确并且可行性得到批准的基础上,完成产品项目方案的开发。这些方案包括动力总成的方案、整车的 VTS 目标、全尺寸主题模型、关键零部件的设计、整车的物料成本、制造规划方案、产品质量目标等等。概念阶段从G8至G7,约6个月。根据产品项目任务书设定的边界条件、细化市场、造型、工程和制造的需求,识别项目中的冲突。 4、开发阶段 开发阶段是产品概念的实现阶段,通过产品工程、制造工程、前期质保和采购的同步工作完成产品概念的早期验证,最终完成产品图纸的设计工作。开发阶段主要涵盖 G7 至 G5 约 14 个月。这一阶段的主要交付是发布经验证的表面数据,以支持产品工程发布最终面向制造的工程数据和图纸。同时工程的第一辆工程样车( EP)造车完成,以生产为目的的整车装配工艺发布完成。 5、产品及生产成熟阶段 主要是完成产品本身的设计有效性验证,同时推动零部件和整车达到制造质量成熟的状态,实现产品的批量生产制造。该阶段从 G5 至 G1,约 19 个月 ,包括开发和制造批量生产工装模具;验证产品是否符合 VTS/SSTS 中所有的规定项目;生产样车制造和验证,进行 100%零部件和工艺的验证;确认工艺装备、检验生产制造的过程能力,制造符合相关阶段要求的产品。 二、开发阀点
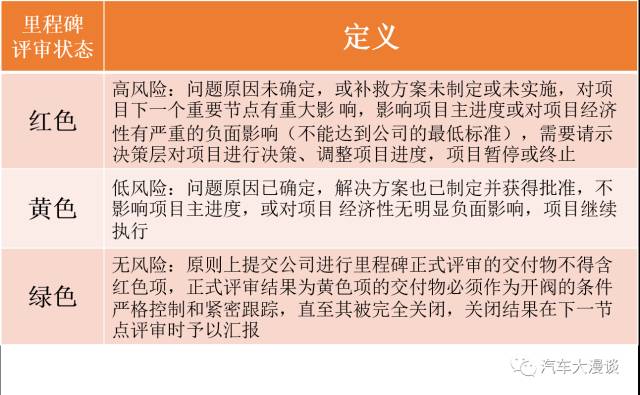
里程碑状态定义: 里程碑评审状态分为红、黄、绿三种。
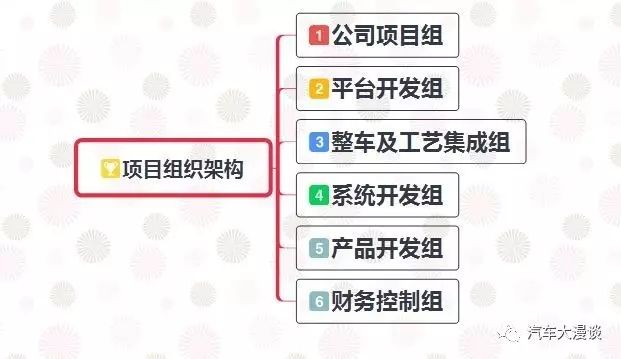
1、决策内容 每个公司组织架构的区别决定了决策机构的不同,但决策的内容基本一致,可分为以下: 1、项目启动和项目批准; 2、战略立项; 3、里程碑评审; 4、造型方向、主题选择、造型冻结; 5、供应商定点; 6、产品规划更改; 7、工程更改等。 2、项目组织架构
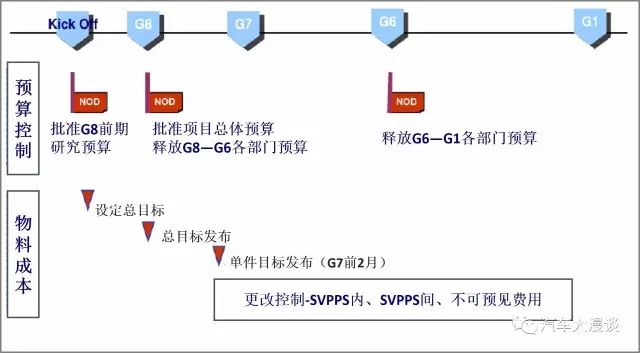
3、项目财务控制
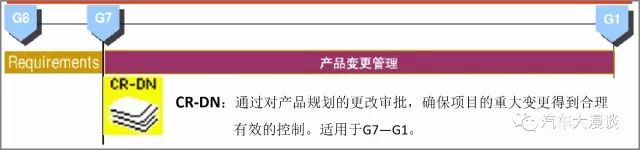
4、产品变更管理
1、市场细分规范-MSS
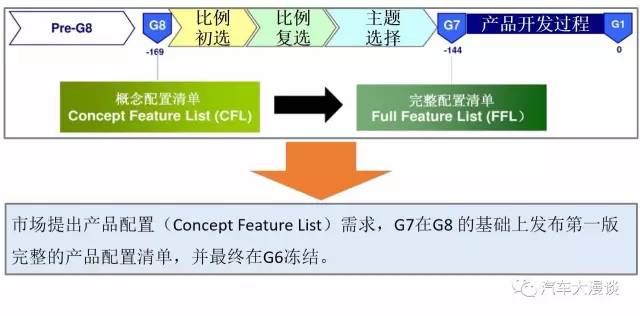
2、产品配置定义-FL
3、整车技术规范-VTS
4、项目任务书-PPC
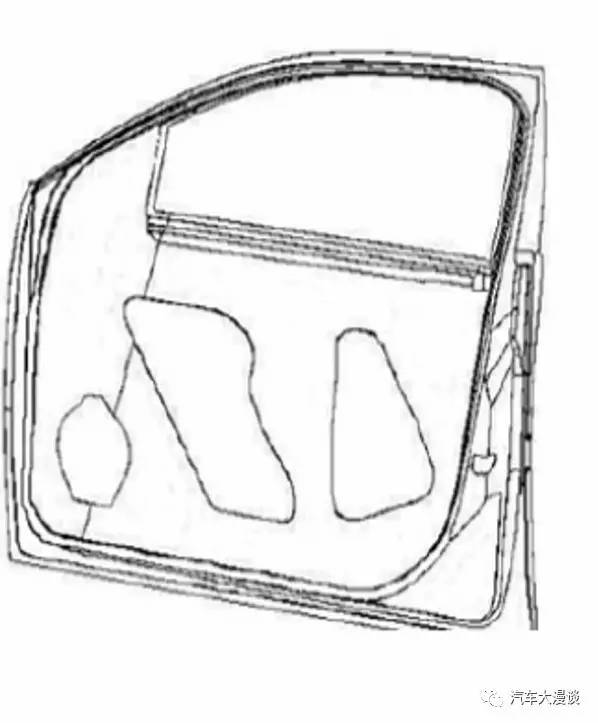
1、工程数据发布——TG 0 TG 0 是粗略的三维数模,表明零件在整车位置上的基本外形和尺寸。 数模包含主要的特征、边缘和界面、以及中心线(线束和管状物),可用于零部件定点。
2、工程数据发布——TG 1 TG 1 数模包含所有界面,过渡面、紧固件孔和位置,可用于软膜制造。
3、工程数据发布——TG 2 TG 2 为最终的三维数模。表明了在整车位置上的完整的零件设计意图。数模可用于正式模具和零件制造。
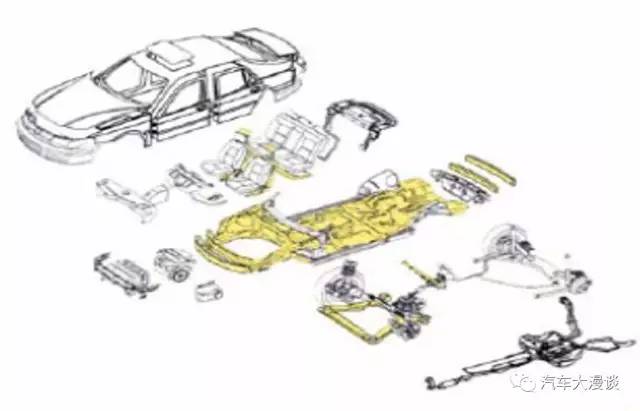
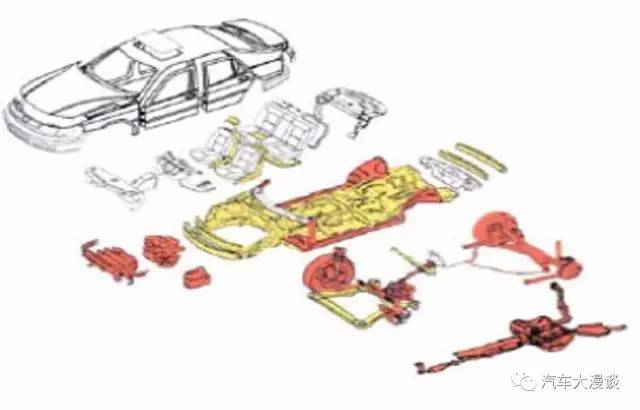
1)下车体零部件数据发布
下车体架构件 2)平台架构零部件数据发布
其余架构子系统件 3)造型相关车身内外饰数据发布
造型相关的钣金和内外饰 黄色 :架构零部件—下车体零部件 红色 :下车体以外架构零部件 蓝色 :造型相关车身和内外饰等零部件
1、骡子车(Mule Car) 在项目开始早期利用现有生产车辆,通过改装等方式安装新的发动机支撑,功能性的发动机冷却、进气系统和整个发动机总成。 目的:在项目早期(G7方案批准前)支持动力总成初始验证和标定工作(开发Mule车标定)。 例如:整车载重分析、底盘操纵和控制系统开发、空调和发动机冷却系统开发、噪声与振动分析、动力总成集成系统开发、电气系统开发等等。 2、模拟样车(Simu Car) 利用代表设计的结构件通过拼装和改装而成的样车(软模、简易工装、手工工艺等)。 目的:为支持整车、系统进一步的设计和验证,完成架构件的设计和发布。 3、工程样车(EP Car) 根据工程设计发布的信息,采用相应工程样件制造工艺制造出的满足设计要求的零件在技术中心试制车间装配的车。 目的:整车集成的开发、验证与整车相关的SSTS(子系统技术规范)要求、零件调试、开发动力总成标定、公告法规的早期验证和验证总装顺序等。
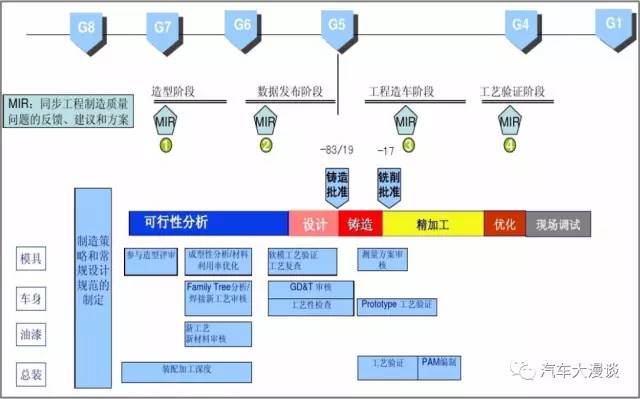
铸造批准和铣削批准由产品和制造在同步工程的基础上共同批准!
制造验证造车( Manufacturing confirmation Build )是在生产线正式造车(PPV )前的准备工作,检验车辆的工艺可行性,在工厂里完成制造,以识别工厂的问题并为正式造车做好员工培训。造车会通过所有的工艺系统,为工厂员工展示产品和工艺过程的学习机会。造车所用的零部件可以采用EP 车的零部件,运送到工厂。在PPV 前1 个月完成首辆车的制造。 2、生产验证车(PPV Car) 用正式生产工装模具和制造工艺制造的样件并按照生产线工艺装配而成的样车。 目的:100% 动力总成标定、底盘操控性验证、动力加速性验证和VTS 认证,同时对制造工艺进行验证和生产工人培训。 PPV造车的职责分工: 1)采购负责PPV 零部件采购到位 2)PPV 批量零部件入库许可-SQE 3)物流负责PPV 零部件上线准备 4)工程负责零部件技术状态控制,零部件工程认可 5)质保负责零部件MB2 80%合格 6)制造工程负责生产线就绪,工厂负责制造 3、预试生产造车(PP Car) Pre-Pilot 造车主要考核工艺装备、检验流程和检验装置的过程能力。在批量生产工装模具的条件下要求制造确定尺寸和形状的单一零件,以及试验所有单一工艺装备和组合工装的功能。PP车辆要求所有的零件都完成MB2匹配。 4、试生产造车(P Car) Pilot 造车主要对批量生产工装设备和制造系统最终认可,保证正常生产条件下制造出的单一零件和总成的尺寸和匹配的稳定性,并对爬坡质量进行考核。Pilot 车辆要求所有的零件获得PPAP认可,最终生产出的 P Car 视为可销售车。 十一、质量保证
1、零件质量控制
2、产品质量控制
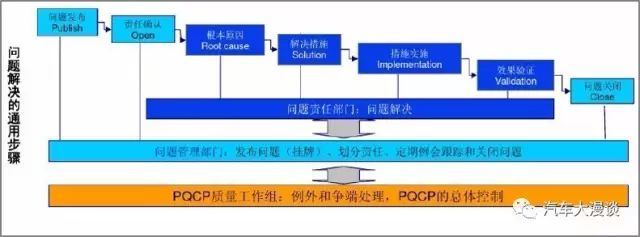
3、问题解决的通用步骤
4、零部件质量控制
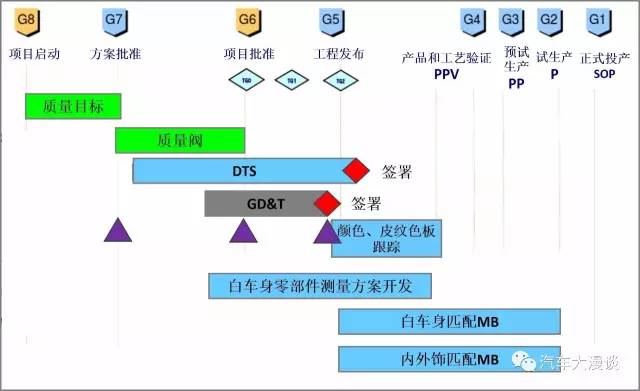
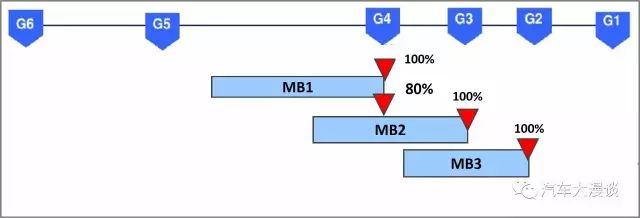
综合匹配是一个反复的匹配分析和改进的过程。它提供了一种手段,对车身冲压单件、焊接分总成、焊接总成、车身外覆盖件、内饰件和外饰件进行匹配和测量分析,对尺寸、配合、缝隙、平整度、色差、外观、拼焊或者装配的工艺性、可油漆性和功能等匹配结果进行评价,测量分析匹配缺陷产生的原因,指导模具改进、工装设备的调整、工艺参数优化、产品设计和产品技术规范的更改。 零部件产品匹配质量基本分成3个阶段: MB1、MB2、MB3 1、预匹配认可( MB1 ) 预匹配认可是针对OTS 样品检验规定的。对非批量生产状态下生产的零件,以及在模具或工装设备供应商生产出来的零件进行预匹配分析,对已经存在或者可能发生的缺陷进行分析改进。预匹配认可可以利用主模型和综合匹配样架,也可以利用检具和测量支架或者工装设备,辅助以相应的测量设备进行。对于需要烂皮纹的内外饰件,要求对光坯件匹配合格,收到质量组的皮纹认可报告后才允许烂皮纹,以避免模具修改困难甚至模具报废。 2、综合匹配认可( MB2 ) 综合匹配认可是针对PPAP 样品检验规定的。对批量生产状态下生产的零件进行匹配分析,对零件的尺寸、缝隙、平整性、色差、外观、装配性能等进行测量分析,并作最终评价。综合匹配认可可以利用主模型和综合匹配样架,也可以利用检具和测量支架或者工装设备,辅助以相应的测量设备进行。 3、试拼试装检验( MB3 ) 试拼试装检验是针对零部件在车身车间和总装车间的拼装、焊接和装配检验规定的。原则上在车身和整车上使用的所有零部件都要求进行试拼试装检验,对于要求进行综合匹配认可的零部件,只有在综合匹配认可( MB2)达到A 或者B 状态时才允许开始试拼试装,试拼试装的零部件允许留车使用,试拼试装检验数量为10 辆套,主要检验零部件在拼焊或者装配过程中产生的影响。
一个汽车新项目、新平台的汽车开发肯定是需要把质量放在第一,一辆好的车上市肯定也少不了一套好的流程开发管理体系,整车开发流程体系作为汽车开发项目过程中的重要基石,也是车型开发的框架和契合最终成品下线的整体质量息息相关! (责任编辑:) |